

在棉、毛、化纤等纺织产品生产流程中,预处理、染色、印花及整理等工序均会产生大量废水,其已成为制约企业绿色可持续发展的关键。随着印染技术升级(化学原料逐渐取代了传统的天然原料),废水处理难度显著提升,高效解决脱色难题成为印染企业的核心需求。
一、印染废水的特性与难点:
印染废水的复杂性源于其生产工艺的多样性,具体呈现三大核心难点,导致常规处理技术难以适配:
1.水质波动大:受染料种类、织物材质及生产批次影响,废水 pH 值区间波动剧烈(通常为 2-13),且有机污染物(如染料中间体、助剂残留)浓度差异大,给稳定处理带来挑战;
2.色度顽固且浓度高:废水中的活性染料、酸性染料、分散染料等色素分子结构稳定,常规物理吸附或简单氧化难以破坏,导致色度去除率低,出水易超标
3.可生化性差:化学合成染料及助剂的大量使用,使微生物难以降解,直接影响后续生化处理单元的效率,形成 “处理断层”
上述特性叠加,导致部分印染企业即便投入大量环保成本,仍面临出水色度不达标、后续工序无法推进的困境,甚至面临环保处罚风险。
二、印染废水脱色工艺选择:从单一到组合的优化方向
针对印染废水的处理需求,行业内已形成物理法(如吸附、膜分离)、生化处理法(如活性污泥法、生物膜法)、化学沉淀法等多种技术路径。从应用场景与处理效率来看,化学沉淀法因操作简便、反应速率快、脱色效率高的优势,成为当前主流技术方案,尤其适用于中高浓度色度废水的预处理环节。
化学沉淀法的核心在于脱色剂的选择,传统脱色剂普遍存在 “功能单一(仅能脱色)、操作复杂(需预处理调节)、后续影响大(残留物质抑制生化反应)” 等问题。而Eugene KY-850 脱色剂作为高分子复合药剂,有效解决了上述痛点,其技术优势体现在四个方面:
1.多功能集成:集脱色、混凝、COD 去除于一体,强力脱色,无需搭配多种药剂,可同步降低废水色度与有机污染物浓度,简化处理流程。
2.操作门槛低:无需复杂预处理,抗干扰力强,多数场景下可直接投加至废水体系,反应时间短(通常 30 分钟内完成凝聚),便于现场人员标准化操作;
3,兼容性强:药剂经絮凝沉淀后,无残留有害物质,不会抑制后续生化处理单元的微生物活性,经其处理后的废水能顺利进入下一道工序,保障 “脱色 - 生化” 流程的连续性;
4.广谱适用性:可适配染料厂高浓度染料废水、纺织印染厂活性 / 酸性 / 分散染料废水等多种场景,无需针对不同废水类型更换药剂
三、实验验证:Eugene KY-850 的脱色效能
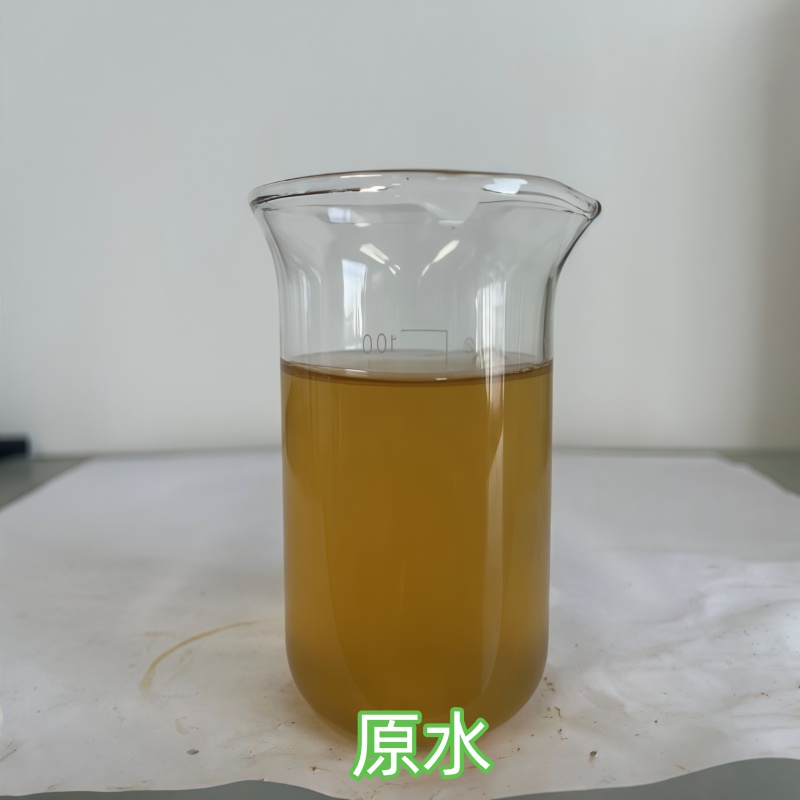
某印染企业曾长期受废水脱色难题困扰:采用传统工艺处理后,出水色度始终超出排放要求,且残留物质导致后续生化池微生物活性下降,处理效率持续走低。在尝试多种方案无果后,改用我司的脱色剂进行水样测试。
一级处理:向调节池废水直接投加Eugene KY-850,搅拌混合后,色素分子与药剂快速反应,形成微小絮凝体,初步实现脱色与污染物凝聚;
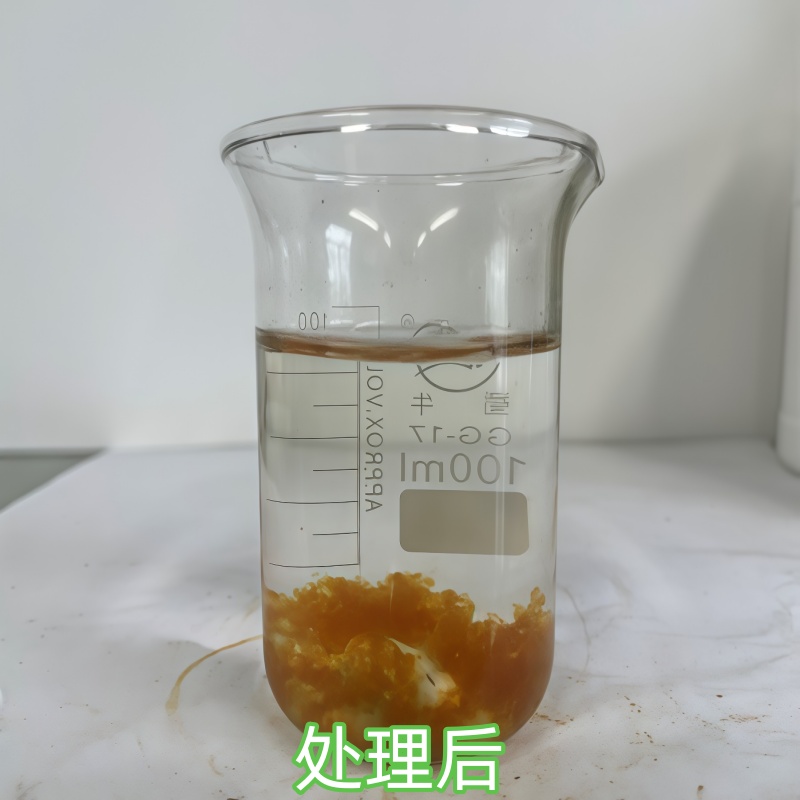
二级处理:投加 PAC(聚合氯化铝)强化混凝效果,再投加 PAM(聚丙烯酰胺)促进絮凝体沉降,形成稳定污泥层。(也可尝试我司的矿粉絮凝剂,反应更快,出水更清澈,污泥量更少)
经该工艺处理后,废水色度去除率显著提升,原本深色浑浊的废水变得清澈透明,色度下降明显,完美满足了客户的处理要求。
该案例验证了 Eugene KY-850 在实际工程中的可靠性,为同类企业提供了可复制的技术方案。
需注意的是,因不同企业废水的色度、COD 浓度存在差异,实际应用中需通过烧杯小试确定最优投加量,建议初始测试 200ppm、500ppm、1000ppm 三个梯度,根据出水色度与 COD 去除效果调整,实现 “精准投加、降本增效”。
四、以技术创新推动印染废水合规排放
Eugene KY-850 脱色剂以 “高效、简便、兼容” 的技术优势,为印染企业提供了经济可行的解决方案。
未来,随着环保标准的持续收紧,印染废水处理需进一步向 “精准化、集成化” 方向发展。建议企业在应用过程中,结合自身废水特性优化投加参数,必要时联合技术方制定定制化方案,以最小成本实现废水达标排放,推动行业向绿色可持续方向发展。

微信公众号

微信小程序




 上海市长宁区福泉北路518号8座3楼
上海市长宁区福泉北路518号8座3楼 021-62093676/ 13795385825
021-62093676/ 13795385825 021-62104442
021-62104442