
氨氮治理为什么越来越难?
在工业废水处理中,氨氮指标常常是让人“头疼”。
化工、电镀、食品加工、表面处理、养殖……几乎每个行业的废水里都离不开它。
更复杂的是:
氨氮有“低浓度积累”和“高浓度冲击”双重风险,一旦处理不稳,出水波动、环保检查压力、运维成本压力都会随之而来。
一.那么为何传统方法越来越“吃力”?
1.吹脱 / 汽提法
(1)需将废水 pH 调至 10.5~11.5,并投加大量碱(如 NaOH、石灰),高盐废水还会因碱投加导致结垢,堵塞吹脱塔填料。
(2)吹脱出的氨气若未妥善处理(如吸收、焚烧)在密闭车间易引发人员健康问题。
(3)适用范围窄:对高浓度氨氮废水(>1000mg/L)较有效,但对低浓度废水(<50mg/L)处理能耗高、性价比低。
2.折点氯化法
(1)需投加过量氯(Cl₂、次氯酸钠),与氨氮反应生成 N₂,药剂投加量与氨氮浓度比值非常高,高浓度废水处理成本难以承受。
(2)反应过程中会生成氯胺、三卤甲烷等有毒副产物。
(3)最佳反应 pH 为 6.5~7.5,偏离此范围会导致氯胺生成量增加,不仅降低氨氮去除率,还会增加出水毒性。
(4)腐蚀设备:氯系氧化剂具有强腐蚀性,需使用钛合金、玻璃钢等耐腐蚀材质设备,初期投资高。
二.标准提高后,企业该如何应对
目前,氨氮限值越来越严格,工业回用水要求更高,使得中小企业运维技术人员压力颇大,那我们该如何应对呢?
寻找突破点:快速、稳定、适应性强的除氨氮技术。
在这样的背景下,我司推出最新研发的药剂——氨氮处理剂Eugene KN-735。
KN-735的作用机理是:
该产品中可以将废水中离子状态的氨氮转化成游离状态,并使废水中的氨氮部分生成不溶于水的沉淀物以及氮气和水,无残留,去除率高。且相较之前的产品,性价比更高。
适用行业包括:
电镀、印刷包装、机械加工、油墨、表面处理、汽车配件、涂料、油漆等。
成功案例:
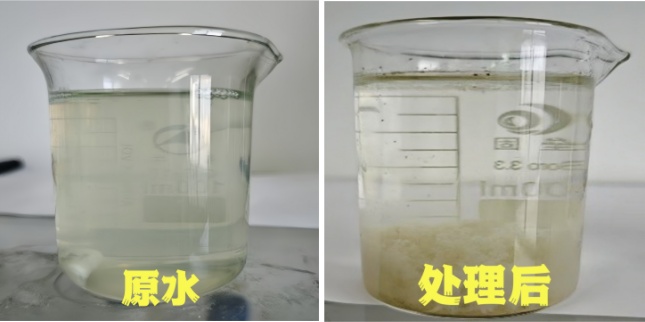
某肥料生产企业曾长期受氨氮不稳困扰,以前他们使用“次氯酸钠 + 石灰”组合处理,但氨氮始终无法稳定在达标线以内,更换为 Eugene KN-735 后,情况有了明显变化,
既节约了药剂成本又改善处理效果,数据没有再超标过。
KN-735加量 g/L 0 1
氨氮PPM 56 3.5
氨氮治理没有“万能方案”,只有“更适合的方案”。
随着排放要求和工况条件的变化,更高效、更灵活的技术路径,正在成为越来越多企业的选择。
如果你正面临类似困扰,也可以咨询我司专业团队,我司会根据您企业自身废水特点寻找更适合的处理策略。

微信公众号

微信小程序




 上海市长宁区福泉北路518号8座3楼
上海市长宁区福泉北路518号8座3楼 021-62093676/ 13795385825
021-62093676/ 13795385825 021-62104442
021-62104442