
锌镍废水处理困局:传统工艺频频失效,什么破络螯合技术能破解行业难题?
在电镀行业,锌镍合金镀层因优异的耐蚀性被广泛应用于汽车、电子等领域。但伴随而来的废水处理难题却让不少企业犯难。某大型电镀企业锌镍废水时常超标,原水锌浓度20.1mg/L、镍10.2mg/L,超过排放标准。
这并非个例——全国电镀行业每年产生数以万吨的含锌镍废水,而常用方法难以处理达标。

废水处理的困局:顽固的络合态重金属
锌镍废水并非简单含金属离子,其难点在于金属与络合剂形成的稳定水溶性结构。EDTA、柠檬酸等常见络合剂,会与镍、锌形成类似“化学锁”的络合物(如Ni-EDTA、Zn-柠檬酸)。这种结构使金属离子无法被常规方法捕获,如同被罩上了隐形保护罩。
传统工艺为何失效?
无法破络合:加硫化钠或加碱都无法破坏强配位键,金属离子无法释放,即使投加过量也难达标。
污泥多:产生高含水率污泥(含氢氧化锌、硫化镍等),处置成本高且易返溶。
水质波动:电镀生产中pH、浓度频繁波动,导致沉淀反应异常,甚至生成可溶性锌酸盐,出水波动剧烈。
引发次生问题:使用传统重捕剂可能生成黄色络合物,导致废水“变黄”,影响观感和后续处理。高级氧化(如芬顿法)产生含铁污泥,增加处置负担;膜分离产生浓缩液,需蒸发结晶二次处理。
处理成本高:高效处理技术(如高级氧化、膜分离)投资和运行费用高昂,中小企业难以承受。

破局关键:从“破络”到“螯合”
高效处理必须先“破络”。传统思路是直接加药沉淀,但忽略了络合物的稳定性。真正的突破口在于“破络-螯合”协同工艺:
1.破络阶段:释放被“锁住”的金属
氧化法:在pH=2~3条件下,先用我司的Eugene NC-953和双氧水反应生成强氧化性的羟基自由基,破坏EDTA、柠檬酸等有机络合剂结构,释放游离金属离子
(EDTA被氧化后解离,镍、锌离子从络合物中释放为游离态,为后续沉淀创造条件。)
2.螯合沉淀阶段:精准“捕获”游离离子
然后投加我司重金属捕集剂Eugene NT-206,在弱酸性条件(pH=5-7)下能同时与Zn²⁺、Ni²⁺形成稳定、难溶的螯合物沉淀。再配合加入PAM(絮凝剂)形成密实矾花,便于压滤分离。
这种“破络-螯合”路径,本质是先解除金属的“保护层”,再精准吸附,避免了传统方法中“药剂浪费”和“处理失效”的恶性循环。
实践验证:
某电镀企业采用该工艺后,处理效果显著:
测量单位 PPM | 原水 | NT-206 0.8ml/L |
锌 | 20.1 | 0.65 |
镍 | 10.2 | 0.08 |
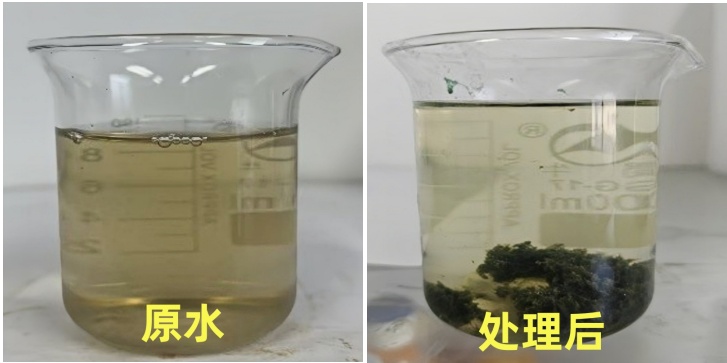
原水锌20.1mg/L → 处理后0.65mg/L(去除率96.8%)
原水镍10.2mg/L → 处理后0.08mg/L(去除率99.2%)
连续运行数月皆稳定达标。
对比传统方案,该工艺污泥量减少30%,处置成本大幅下降。更关键的是,避免了次生污染:不再产生“废水变黄”或含铁污泥问题,出水清澈无异味,可直接回用或排放。
当电镀企业仍依赖20年前的沉淀法,而废水成分已从简单离子转向复杂络合体系时,环保手段也需要与时俱进。
破络螯合技术的普及,它不依赖昂贵设备(如膜分离),却能兼顾效率与成本,尤其适合中小企业——这正是技术落地的关键价值。
别再让锌和镍处理不达标拖后腿啦!现在联系我们,就能获得详细的定制化解决方案。若您还有其他污水处理问题,我们都愿意帮您解决。

微信公众号

微信小程序




 上海市长宁区福泉北路518号8座3楼
上海市长宁区福泉北路518号8座3楼 021-62093676/ 13795385825
021-62093676/ 13795385825 021-62104442
021-62104442