
随着新能源产业的蓬勃发展,锂电池作为核心产品,其生产规模不断扩大。然而,在生产过程中产生的废水处理问题,尤其是氨氮废水的处理,已成为行业面临的一大挑战。
氨氮废水的形成
锂电池生产过程中,氨氮废水的产生途径多样且复杂。
首先,原材料本身就可能携带一定量的氨氮物质,在加工过程中逐渐释放到废水中。再者,电池制造过程中的清洗环节更是氨氮废水的重要来源之一。为去除原材料、半成品和成品表面的污垢和杂质,厂家需进行多次清洗作业。这些清洗废水中往往含有一定量的氨氮,主要来源于清洗剂和水的反应产物。每经过一次清洗,废水中的氨氮浓度就会上升,累积起来形成大量氨氮废水。

1.pH控制难题
氨氮形态受pH影响极大。在酸性条件下,氨氮以铵根离子形式存在,稳定难去除;只有高pH才能转化为氨气可吹脱,但调碱成本极高。
2.转移而非降解
吹脱只是将氨从水里转移到气里,并且吹脱有极限,不能彻底将氨氮从水里脱除,一次性做到达标,水中还是会残留一定浓度的氨氮。
3.多重因素干扰
氨氮常与盐分、重金属纠缠在一起。重金属抑制微生物活性,导致生化处理氨氮失效;盐分高会影响吹脱效率,残留氨氮浓度高;钙镁高则易结垢,堵塞设备,影响设施运行。
4.稳定达标难
临时加药可能达标,但长期稳定处理困难,能耗、药耗、运维成本高,稍有松懈便可能超标。
破局方法:
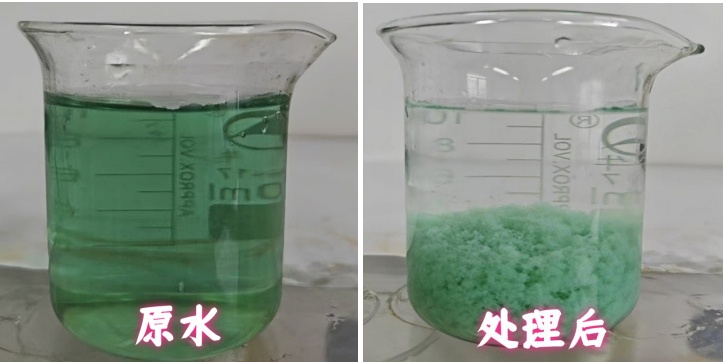
针对上述痛点,我司推荐采用新型高效氨氮去除药剂——Eugene KN-735。该药剂通过独特的化学反应机制,能将废水中离子状态的氨氮转化为游离状态,并使氨氮部分生成不溶于水的沉淀物以及氮气和水,实现氨氮的彻底去除,无残留,去除率高。
该技术适用性广,不仅适用于锂电池生产,也适用于电镀、包装印刷、机械、油墨、表面处理、汽车配件、涂料、油漆等行业的废水处理。
实践验证:
某锂电池正极生产企业曾长期面临氨氮处理难题。他们之前采用次氯酸钠加石灰除氨氮的方法,氨氮始终无法稳定达标。在改用新型高效氨氮去除技术后,处理效果显著提升,处理稳定不超标,同时大幅降低了药剂成本。
测试数据:
未加药时,氨氮浓度为49ppm
添加0.5g/L药剂后,氨氮浓度降至27ppm
按1g/L药剂添加后,氨氮浓度降至6.4ppm
该技术操作简便,可在pH 6-12范围内有效工作,碱性条件下效果更佳,建议在生化处理后投加,反应时间约30分钟。处理后的废水可安全排放,不会对后续处理工序造成影响。
结语:
通过采用先进的处理技术,企业可以实现氨氮的稳定达标,避免环保风险,同时降低处理成本,提升企业竞争力。在新能源产业蓬勃发展的今天,环保不是负担,而是企业可持续发展的核心竞争力。同时生态环境法典的即将落地,也倒逼企业必须重视环保问题。让我们共同推动锂电池行业的绿色生产,为实现"双碳"目标贡献力量。唯有持续创新,才能在激烈的市场竞争中立于不败之地。
常见问题:
此药剂有哪几种投加方式?
此药剂可直接固体投加,也可配置成0-10%的溶液,用药剂泵投加,建议当天用完。
使用该药剂对后道工序如生化有无影响?
药剂经絮凝沉淀后会产生少部分余氯,可搭配我司一款余氯处理剂 KT-698使用。

微信公众号

微信小程序




 上海市长宁区福泉北路518号8座3楼
上海市长宁区福泉北路518号8座3楼 021-62093676/ 13795385825
021-62093676/ 13795385825 021-62104442
021-62104442