
焊接是指通过适当的物理化学过程使两个分离的工件产生原子间或分子间结合力而连接成一体的方法。焊接是一种不可拆卸的连接方法,是金属热加工方法之一。
而在焊接的过程中,容易出现的各种各样的焊接缺陷,有尺寸偏差、咬边、气孔、未焊透、焊渣飞溅、夹渣、裂纹、焊瘤等。其中焊渣飞溅主要是由于短路液桥收缩时,短路电流对液桥的迅速加热,导致液桥气化爆炸引起的。在熔滴短路初期和液桥收缩后期即将断开时会引起短路液桥爆炸和飞溅;在焊接过程中,由于冶金反应、极点压力、熔滴短路、非轴向熔滴过渡及焊接参数选配不当也会引起飞溅。飞溅会严重影响焊接外观质量,浪费大量人工,甚至影响焊接接头质量,同时会影响后续涂装质量。
在产业升级的大环境下,解决焊渣飞溅、提高工件精度成为很多焊接企业的重要目标。
如何解决焊渣飞溅的问题?
目前解决焊渣飞溅的主要手段是使用焊接抗渣剂。焊接抗渣剂是喷涂在金属工件表面,防止焊接过程中金属工件被焊接飞溅粘附的一种化学液体。使用焊接抗渣剂是减少焊接飞溅危害的常用方法,可使飞溅不损伤金属结构表面并易于清理,大幅度提升生产效率,从而降低生产成本。
抗渣剂的市场现状
目前,市场上的抗渣剂主要有油基型、水基型和粉末状三种。油基型抗渣剂主要是以有机溶剂为油液,并添加相关成分的一类焊接抗渣剂,俗称油基抗渣剂,涂覆到公件后不易去除,可能会对后续的涂装前处理造成影响。水基型抗渣剂是以水作为溶剂并添加相关成分的一类抗渣剂,由于采用水作为溶剂,所以不会对公件的后续涂装造成影响。粉末状的抗渣剂是粉末状的,不含任何溶剂,但使用时还需要用水将其稀释成液体状。焊接抗渣剂使用方便,对于液体的抗渣剂,开盖搅拌均匀后即可使用,对于粉末状的焊接抗渣剂需要按使用说明书加水调配后使用。
通常来讲,市面上采购到的焊接抗渣剂都存在对人身健康造成危害及影响金属焊接质量的化学成分,如重金属Cd、Cr、Hg、Pb,非金属液态Br、挥发性有机物VOC、苯、甲苯、乙苯及游离TDI等。在环保政策日益严苛的今天,焊接抗渣剂的环保特性也加入了广大焊接企业的考量范围。
我们的产品
我司从德国Bio-Circle公司引进了两款专门针对激光切割、等离子切割机切割渣堆积问题的产品,E-Weld 2 和E-Weld 3。Bio-Circle是一家位于德国北威州的国际企业,致力于表面技术领域的创新性化学和生物技术产品的研发生产。上海公隆化工是Bio-Circle在大陆地区的唯一代理商。Bio-Circle旗下的E-Weld 2、E-Weld 3完美解决了焊渣飞溅的问题,消除了无数焊接加工企业的烦恼。该产品历经欧洲市场多年的考验认证,被上海公隆引进到国内。

焊接除渣方式比较
序号 | 人工打磨 | 其他品牌抗渣剂 | E-Weld 2 & 3 |
操作方式 | 焊接完成后用机器打磨 | 焊接前刷涂/喷涂于基材表面(不可用于焊道) | 焊接前喷涂于基材表面, 可直接喷在焊道上,不影响焊道 |
操作困难度 | 高 | 简单 | 简易 |
焊渣附着情形 | 多,会有焊渣与基材熔合情形 | 略少,仍有肉眼可视焊渣,常需要再次打磨 | 焊渣粒径小,方便清除 |
除渣效果 | 不佳,细部很难处理 | 尚可、烟雾较多 | 极佳 |
对后续生产步骤影响 | 依照工人技术而定 | 需要把油清洗干净 | 无影响,可直接进涂装/电镀步骤 |
时间 | 长 | 短 | 极短 |
成本 | 技术人工成本高 需额外购入打磨设备/耗材 | 技术人工成本低,特殊洗剂清洗成本 | 药剂成本 |
产品特点:
我们的焊接抗渣剂E-Weld 2/E-Weld 3为德国原装进口,水性环保:
1. 水基配方,无需用溶剂清洗,不会影响后续的焊接和涂覆;
2. 气味低,使工作环境更舒适;
3. 含有防锈保护功能,防止焊接过程中金属表面的闪锈;
4. 不含VOC;
5. 不破坏臭氧层;
6. 喷头专为长时间手持使用而设计。
使用方法:
1. 安装喷雾头后,栓开喷口上旋钮后可直接喷。
2. 喷雾时请距离基材至少375px,喷按1-2次即可有最佳效果。
3. 可用于会产生焊渣之基材表面、焊嘴,或焊桌上喷洒。

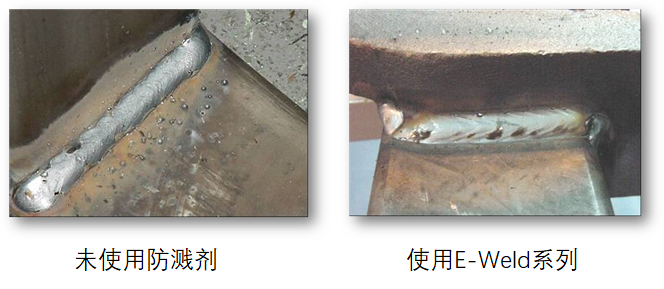
使用效果:
有任何产品与技术相关的问题,欢迎拨打技术热线:021-62093676
上海公隆具有五十余年化学品行销经验,合作伙伴遍布全球。


微信公众号

微信小程序




 上海市长宁区福泉北路518号8座3楼
上海市长宁区福泉北路518号8座3楼 021-62093676/ 13795385825
021-62093676/ 13795385825 021-62104442
021-62104442